I have been machining and selling drill motor mounts now for several years for the robotic community, and i am now able to offer the following services:
CNC Milling
CNC Routing – plastics, metal and composites.
3D Printing
3D Design
Sale of screw and play drive systems for robot combat
The drills I currently have designed mounts for are:
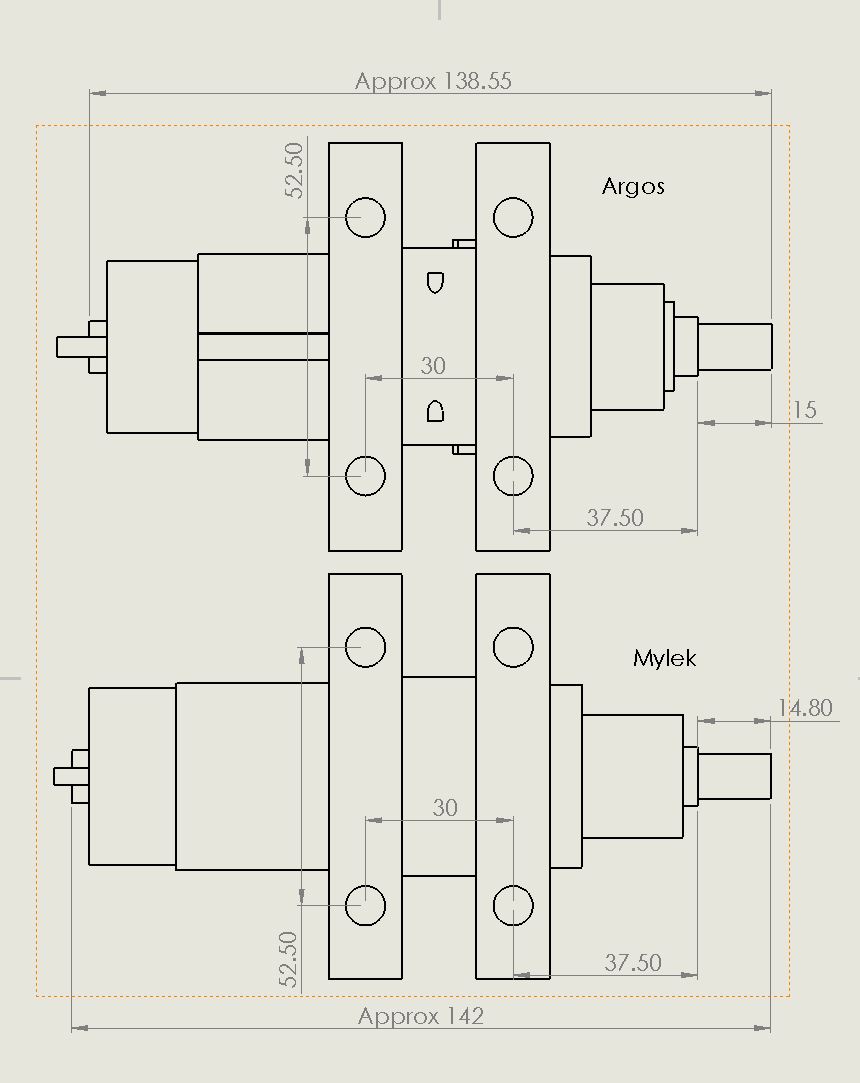
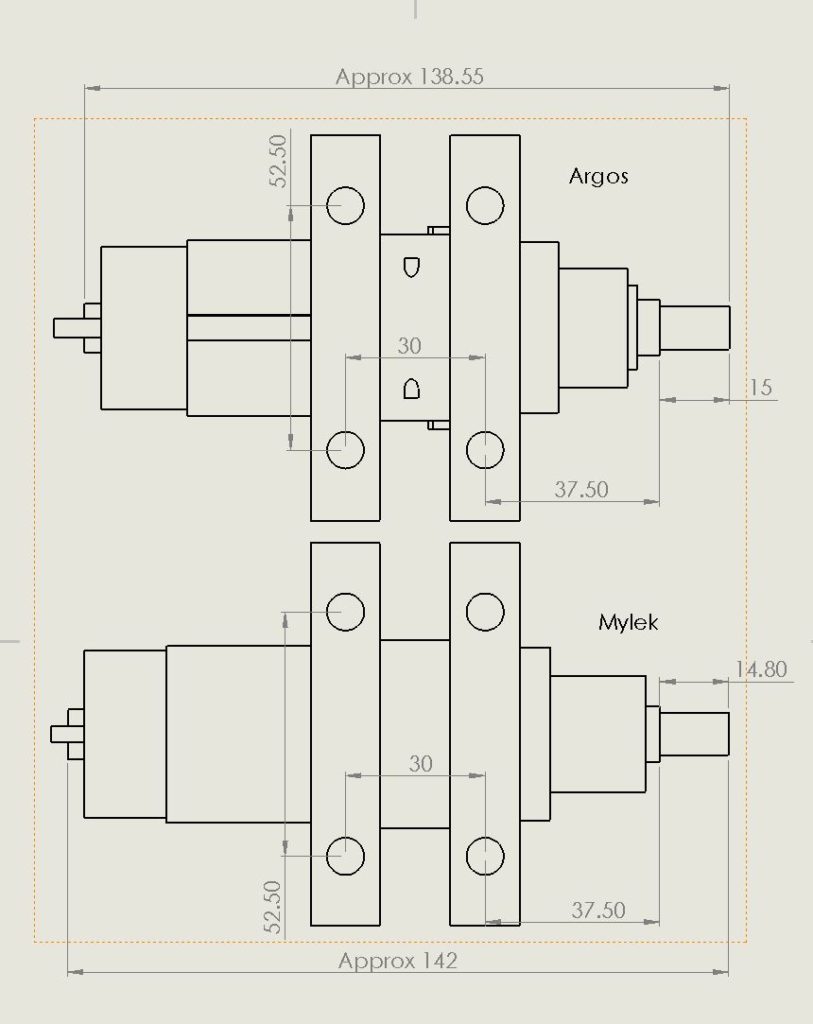
Mylek
Black and decker
Argos (old design – now discontinued drill by Argos)
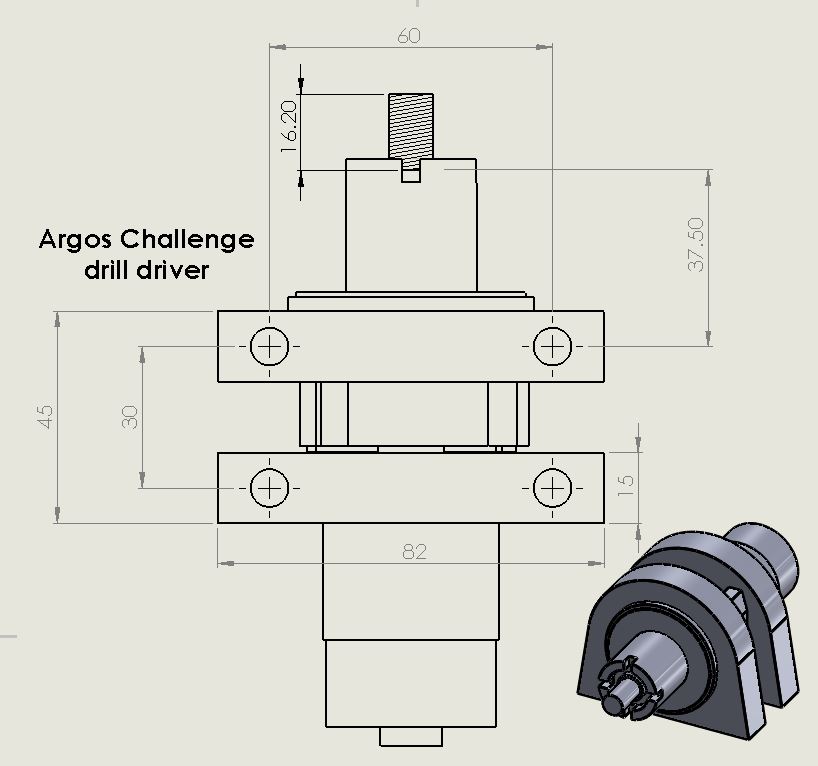
Argos Challenger
Argos Guild
Bosch PSR (and another?)
Vonhaus 18v drill in development for mid August
If you have another drill in mind, I welcome being sent the drill so i can make a mount for you, or if you want the mount to be added to a custom panel i can machine that too.
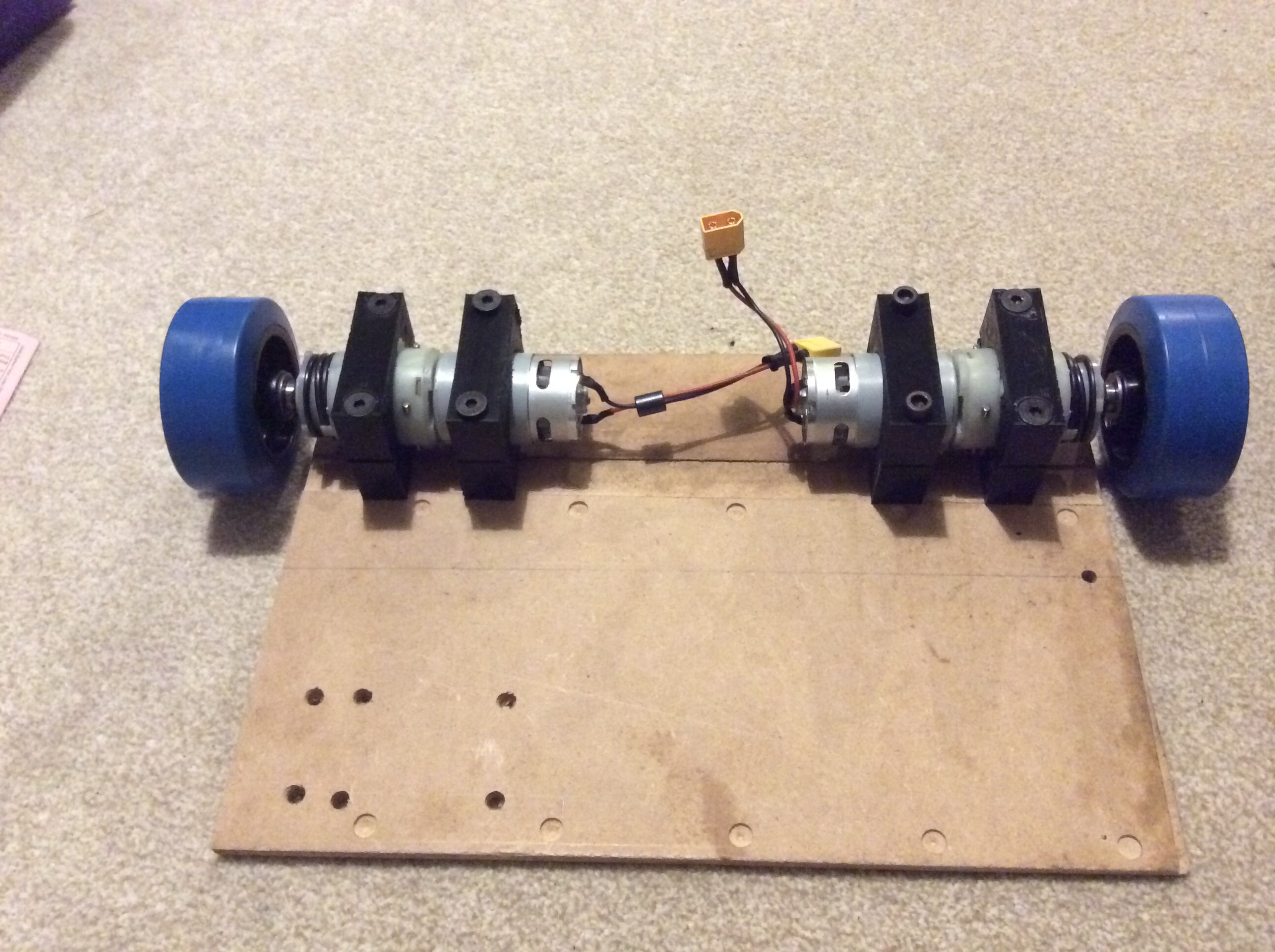
I also make drive systems ready to attach to your drill. Including wheel hubs, machined nylon wheels and fitting of bike tyres.


I also machine weapon pulleys for spinning blades. I can machine your parts from aluminium, or design complete robots for you.


Please message me for more information or to discuss your requirements.
npoate@ hotmail . com or contact me on FRA forums – Roboteernat https://www.fightingrobots.co.uk/members/1240-roboteernat